
在燃氣明火上加熱鋼絲熱鍍鋅爐的生產中存在鋅溫波波動大,氧化鋅渣多等缺陷,研究開發了自動化儀表結合PLC組成的自動溫控系統,結合江蘇福爾特金屬制品有限公司和南通優諾機械有限公司的燃氣明火上加熱鍍鋅爐運行情況,分析總結了自動化儀表的設計及控制對熱鍍鋅爐加熱控制優化的成果。
儀表自動化,鍍鋅爐溫控
在鋼絲熱鍍鋅行業中,按照鍍鋅爐的加熱方式可把鍍鋅爐分為以下幾類:1. 內加熱陶瓷鍍鋅鍋鍍鋅爐;2.上加熱陶瓷鍋鍍鋅爐;3.下加熱鐵鍋鍍鋅爐。本文針對二種,上加熱陶瓷鍋鍍鋅爐的加熱以及溫度控制優化進行分析和講解。
1.熱鍍鋅的工藝
熱鍍鋅顧名思義,就是在加溫的情況下將鋅融化成液態后,將鋼絲浸入其中,這樣鋅就會和鋼絲形成互滲,結合非常緊密,中間不易殘留其他雜質或缺陷,類似于兩種材料在鋅層部位融化到一起,而且熱鍍鋅工藝生產出來的鋼絲上鋅量大、鋅層厚,所以耐腐蝕性能高,在實際生活中得到了廣泛的應用。熱鍍鋅爐的溫度控制對鍍鋅效果,上鋅量有很大的影響,所以溫度控制在鍍鋅爐設備上非常重要。
2.熱鍍鋅爐的控制原理
熱鍍鋅爐設備如圖1,圖2所示,設備分為加熱區和熱鍍鋅區兩個區域,加熱區由加熱罩以及燒嘴1#和燒嘴2#組成,燒嘴1#和燒嘴2#為兩個天燃氣燒嘴,通過燒嘴電動閥控制燒嘴的功率大小,電動閥的信號為直流4-20mA信號。溫度控制原理如圖3所示;鋅溫熱電偶采集實時鋅溫信號,將信號反饋給PLC,PLC根據設定鋅溫通過PID計算輸出4-20mA信號驅動燒嘴電動閥調節燒嘴的功率來升高或者降低加熱區的爐膛溫度,使得實際鋅溫穩定在設定鋅溫值。

(圖1)燃氣上加熱鍍鋅爐設備圖片
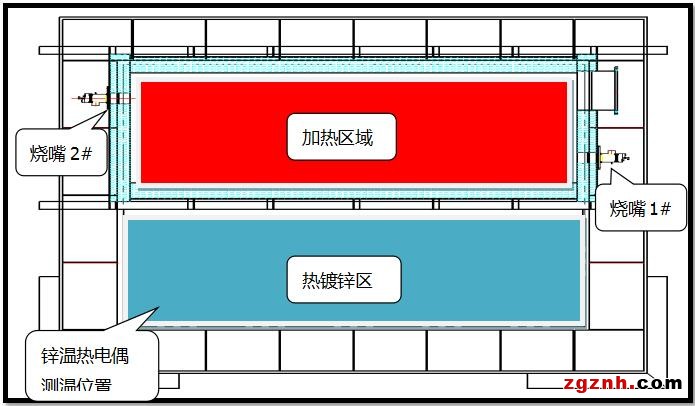
(圖2)燃氣上加熱鍍鋅爐俯視圖
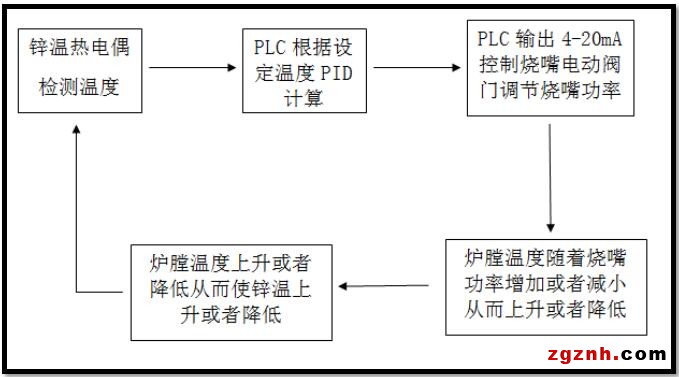
(圖3)溫度控制工作原理圖
3.設備運行后存在的問題
3.1 用檢測熱電偶檢測了加熱罩爐膛溫度前后溫差大,正常有50℃至100℃的溫差。
3.2鋅溫滯后性大,PID控制溫差大,鋅溫波動±10℃。
3.3爐膛溫度過高后導致加熱罩部分鋅溫過高,氧產生大量化鋅。
4.加入自動化儀表進行設備改進
4.1鋅溫控制滯后性很大,用PLC的PID很難得到好的控制,所以增加了鋅溫儀表(廈門宇電AI-719A2/N/N/N/N/S4/N)
4.2為了解決爐膛的溫差,使爐膛溫度升溫降溫更線性,增加了一段,二段溫熱電偶及溫控儀表,用來檢測和控制一段,二段爐膛溫度。
(廈門宇電AI719-A2/N/X3/L1/L1/S4/N)
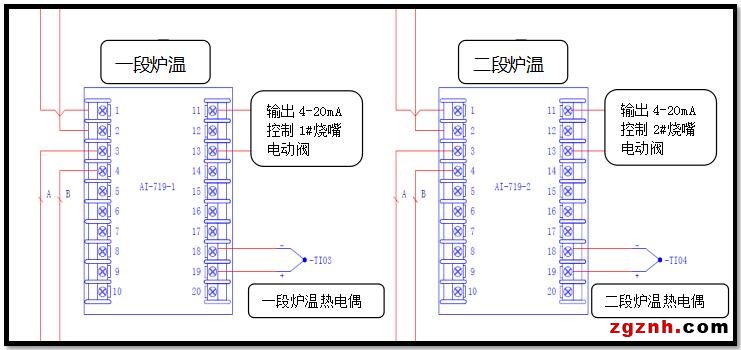
(圖4)一段,二段爐溫儀表接線圖
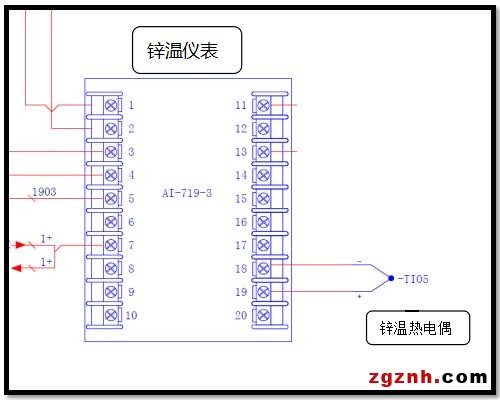
(圖5)鋅溫儀表接線圖
5.設備改進后的運行狀況
5.1設備改進后的工作原理
設備改進后的工作原理如圖6所示,鋅溫儀表根據實際鋅溫和設定鋅溫PID運算,儀表的輸出0%-100%,PLC通過儀表的標準Modbus通訊功能讀取儀表的輸出0%-100%,通過程序將0%-100%換算為650℃-850℃(這個溫度范圍為現場調試后總結的經驗數據)計算得出的這個溫度就作為一段和二段爐膛溫度控制儀表的設定值,這里再次運用到儀表的標準Modbus通訊功能,通過通訊的寫功能自動的將設定溫度寫入儀表,從而使得一段,二段爐膛溫度控制儀表的設定溫度會根據鋅溫變化隨之變化,而且這種變化是很線性的,不存在跳變。爐溫升高或者降低使得鋅溫也得到變化,鋅溫熱電偶檢測到實時鋅溫在進行PID計算從而調節爐溫的設定值,從而實現一個閉環控制。
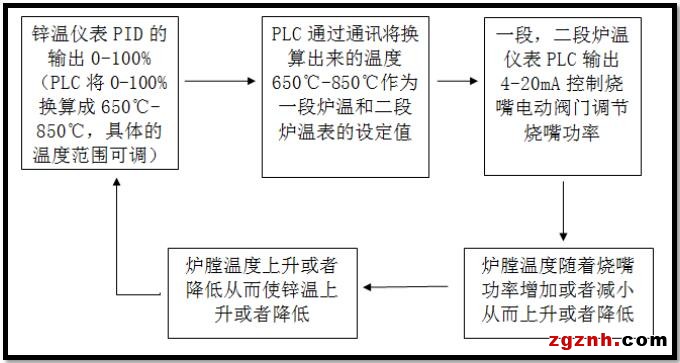
(圖6)改進后溫度控制工作原理圖
5.2設備改進后的總結
設備改進后對設備生產運行狀態得到以下幾點優化:
5.2.1根據設備監控觸摸屏導出的歷史數據(圖7)可以總結前后爐溫得到穩定,前后爐溫溫差±10℃以內

(圖7)現場歷史數據報表
5.2.2爐溫升溫或者降溫不存在溫度突然跳變的情況,溫度線性的增長或者降低
5.2.3鋅溫可以穩定在±2℃以內,溫度的穩定對鋼絲鍍鋅上鋅量的穩定起到很大的幫助
5.2.4具有很好的通訊功能以及成熟PID算法的宇電溫控儀表結合PLC組成的自動控制系統對于這種大慣量大延遲的溫度控制系統有很好的實際使用效果。
 粵公網安備 44030702001206號
粵公網安備 44030702001206號